
Egzamin spawalniczy o czym warto pamiętać
13.09.24
Każdy egzamin spawalniczy odbywa się według wytycznych zapisanych w danej normie:
1) PN-EN ISO 9606.1 – Ezgaminowanie spawaczy stal
2) PN-EN ISO 9606.2 – Egzaminowanie spawaczy aluminium i stopy aluminium
3) PN-EN ISO 9606.3 – Egzaminowanie spawaczy miedź i stopy miedzi
4) PN-EN ISO 9606.4 – Egzaminowanie spawaczy nikiel i stopy niklu
5) PN-EN ISO 9606.5 – Egzaminowanie spawaczy tytan i stopy tytanu, cyrkonu i stopy cyrkonu
Metody spawania:
111 – spawanie łukowe elektrodą otuloną MMA
121 – spawanie łukiem krytym pojedynczym drutem elektrodowym
131 – spawanie metodą MIG (spawanie elektrodą topliwą w osłonie gazów
obojętnych)
135 – spawanie metodą MAG (spawanie elektrodą topliwą w osłonie gazów
aktywnych)
136 – spawanie łukowe drutem proszkowym ( metalicznym) w osłonie gazu
aktywnego
138- spawanie łukowe drutem proszkowym w osłonie gazu aktywnego FCAW
141– spawanie metodą TIG (elektrodą nietopliwą w osłonie argonu)
311 – spawanie gazowe acetylenowo-tlenowe
Pozycje spawania blach – spoiny pachwinowe:
PB – poboczna
PD – okapowa
PF – pionowa, z dołu do góry
PG – pionowa, z góry na dół
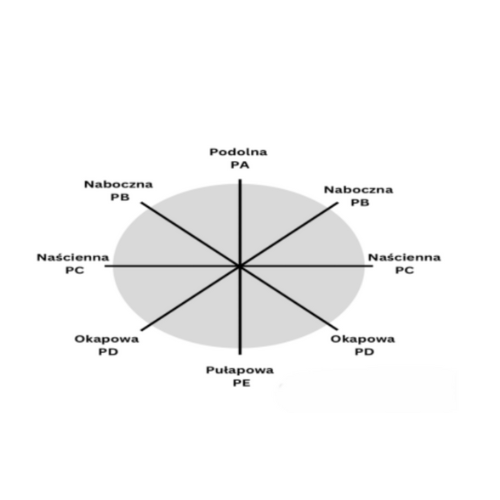
Pozycje spawania blach – spoiny czołowe:
PA – podolna
PC – naścienna
PE – pułapowa
PF – pionowa, z dołu do góry
PG – pionowa, z góry na dółł
Pozycje spawania rur- spoiny czołowe:
PA – rura obrotowa, oś pozioma, spoina podolna
PC – rura stała, oś pionowa, spoina naścienna
PH – rura stała, oś pozioma, z dołu do góry (dawniej PF)
PJ – rura stała, oś pozioma, z góry na dół (dawniej PG)
H-L045 – rura stała, oś: pochylona; spoina: z dołu do góry
J-L045 – rura stała, oś: pochylona; spoina: z góry na dół
Szczegóły dotyczące spoiny:
nm – bez materiału dodatkowego
ss – spawanie jednostronne
bs – spawanie dwustronne
nb – spawanie bez podkładki materiałowej
mb – podkładka materiałowa
sl – spawanie jednowarstwowe
ml – spawanie wielowarstwowe
fb – podkładka topnikowa
ci – wkładka spoiwa
gb – podkładka gazowa
rw – spawanie w prawo
lw – spawanie w lewo
Metoda MAG
Oznaczenia D, G, S, P dla metod 131, 135, 138:
D – zwarciowe przechodzenie metalu
G – kroplowe przechodzenie metalu
S – natryskowe przechodzenie metalu
P – pulsujące przechodzenie metalu
Pozycja spawalnicza w jakiej wykonamy próbkę a raczej próbki też jest bardzo ważna, aby zyskać
uprawnienia na wszystkie pozycje trzeba wykonać próbki w pozycjach:
Pionowych – PH oraz okapowych – PD .